증기 열교환 설비에서 여러가지 워터햄머 현상 및 방지대책
리보일러(Reboiler), 증발기, 열교환기, 건조기등 공정에서 증기를 가열용으로 사용하는 경우, 운전 조건이나 열교환 설비의 운전 특성을 잘못 이해하고 설계하는 경우에, 워터해머의 원인이 됩니다.
그 중에서도 콘트롤 밸브(CV)에 의해 온도를 제어하는 설비에서의 응축수 배출 정지 조건이 워터햄머의 모든 원인이 된다고 할 수 있습니다.
이 경우에는 증기압력과 응축수 회수 시스템 압력의 불균형도 포함합니다.
먼저 온도가 제어되는 설비에서 발생하는 응축수 배출 정지 현상에 대한 부분은 이미 널리 알려져 있는 현상으로서, 특히 석유화학 공장에서는 공정의 증기 시스템의 설계가 식품이나 일반화학 공장과 같은 일반산업공장과는 다르게 압력군별로 증기공급을 하고, 압력군별로 응축수 회수를 하고 있어, 응축수 배출정지현상이 빈번하게 발생하면서 동시에 워터햄머가 발생하고 있습니다.
이와 같은 워터햄머를 해결하기 위하여 현장 운전자들은 스팀트랩 다음에 설치된 드레인 밸브를 열고 운전함으로써 응축수 회수를 하지 못하고 있는 경우가 많습니다.
온도를 제어하는 설비의 응축수 배출 정지 조건
개략적으로 응축수 배출정지조건에 대해, 예를 들어 설명하면 다음과 같습니다.
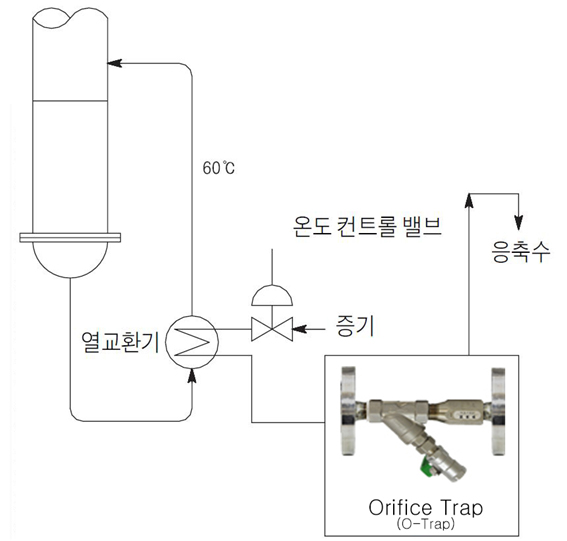
40℃의 물을 60℃까지 가열하는 공정가열용 열교환기에 2 bar·g 증기를 공급하고 있습니다. 스팀트랩에서 배출된 응축수를 6 m 높이에 있는 응축수 회수주관을 통해 100 m 거리에 있는 응축수 탱크까지 회수합니다. 설계 조건대로 운전이 되면 열교환기 내부에는 압력이 1 bar·g 이상이 유지되면서 응축수가 원활하게 배출됩니다.
그러나 열교환기 입구 물의 온도가 50℃ 이상으로 상승하거나 물의 순환량이 감소하여 가열부하가 감소하게 되면, 열교환기의 출구온도가 설정온도 60℃ 보다 과열되는 것을 방지하기 위하여, 온도제어밸브(CV) 개도를 줄여 증기공급압력을 낮추게 됩니다.
열교환기로 공급되는 증기압력이 감소되면 열교환기 내부의 증기압력이 감소되면서 압력이 0.5 bar·g(증기포화온도 110℃)까지 떨어질 수 있으며, 증기의 온도로 60℃의 물을 가열하는데 문제가 없습니다.
그러나 증기압력이 0.5 bar·g 이므로 스팀트랩에서 응축수를 약5 m까지 밖에는 상승시킬 수 없습니다. 결국 6 m 높이에 있는 응축수 배관까지 응축수를 보내지 못하고 열교환기 내부에 응축수가 차오르는 응축수 배출정지조건이 발생(=스톨현상 발생) 합니다. 아직도 증기의 온도가 높아 물의 가열이 계속된다면 온도제어밸브(CV)는 더욱 닫히게 되어 이제 압력이 대 기압 즉 100℃까지 떨어지게 되며, 더 감소하여 진공조건까지도 떨어질 수 있습니다.
이제 배출되지 못한 응축수가 열교환기 내부에 차오르게 되어 전열면적이 줄어들게 되고, 열전달량이 줄어들어 열교환기 출구 물의 온도가 설정온도 60℃ 보다 떨어지게 되므로 밸브가 다시 열려 응축수를 배출하게 됩니다. 이때 진공 조건으로 유입되는 증기의 속도가 아주 빠르고 동시에 정체된 응축수 속으로 아주 빠른 속도로 유입된 증기가 상대적으로 낮은 온도의 응축수 속에서 빠르게 응축되면서 발생한 빈 공간 속으로 주변의 응축수가 서로 돌진하다가 부딪혀 발생하는 충격이 워터햄머로 표현됩니다.
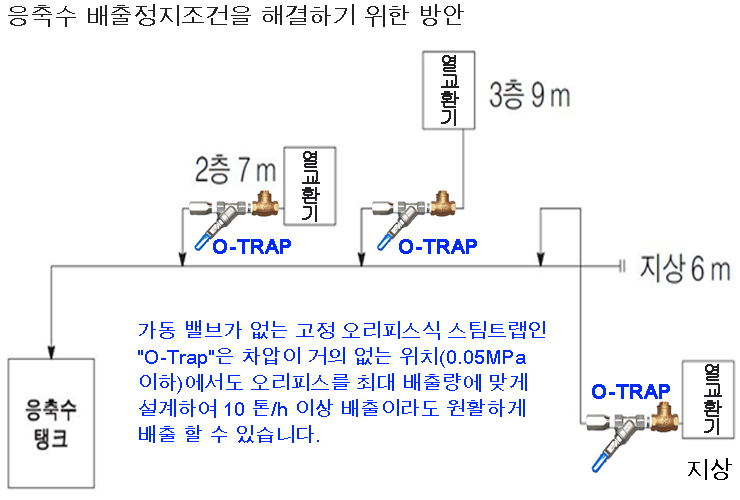
응축수 배출정지조건을 해결하기 위한 방안
가장 좋은 방법은, 스팀트랩이 응축수 회수 탱크보다 높은 곳에 위치하고 있고, 응축수 회수주관이 트랩보다 낮은 위치에 있어, 스팀트랩에서 배출된 응축수가 중력에 의해 자연스럽게 응축수 탱크까지 흘러 내리도록 하는 것입니다.
그러나 현실적으로 대부분 이렇게 시공을 할 수가 없으므로 문제가 됩니다.
위 그림처럼, 증기 사용설비가 응축수 회수주관보다 높은 위치에 있다면, 스팀트랩을 응축수 회수주관 보다 높은 곳에 설치하는 것이 필수적입니다. 그러나 대부분 스팀트랩의 설치위치가 응축수 회수주관 보다 낮은 위치에 설치되는 것이 현실이므로, 응축수 배출정지조건이 발생하는 경우에는 대기 개방형 응축수 탱크를 설치하고, 트랩 펌프로 회수하는 방법이 있으나 이 방법은 재증발 증기 벤트로 인해 효율적이지 못합니다.
따라서, 밀폐식 오그덴 응축수 회수 펌핑트랩을 설치하여 응축수를 회수하는 것을 추천하고 있지만, 고가인 펌핑트랩=오그덴펌프(=파워트랩)는 내부 밸브 주변의 패킹 과 가스켓 교환을 정기적으로 실시하지 않으면, 구동용 증기에 의한 드레인 체류가 발생할 수 있고、이로 인해 워터 해머 현상의 원인이 되기도 합니다.
펌핑트랩(=오그덴 펌프)은 투자비가 고가이면서, 매년 정기적으로 유지보수 비용이 소요되고, 증기의 사용량도 약 3kg/hr (1대당: 년간 약26톤, 8,760h/y x 3k/h=26,280㎏/y)이 소비되는 것으로 추정됩니다.
더구나, 원압의 구동용 증기가 파워 트랩 내부로 누출되면、2차측 압력이 상승하여、코일에서 응축수가 흘러 나가기(응축수 배출) 더욱 어려울 수가 있습니다. 이런 원인으로 응축수가 체류하면 워터해머 현상의 원인이 됩니다.
파워트랩(펌핑트랩=오그덴펌프)은 아시다시피, 드레인이 흘러들어 가야 작동하는 장치이기 때문에, 차압(△P)이 작아 져서, 응축수가 들어오는 속도가 느려지면, 당연히 기능 부전에 빠집니다.
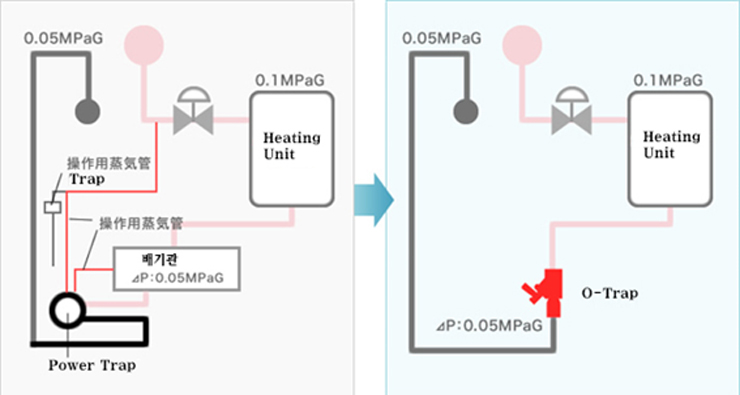
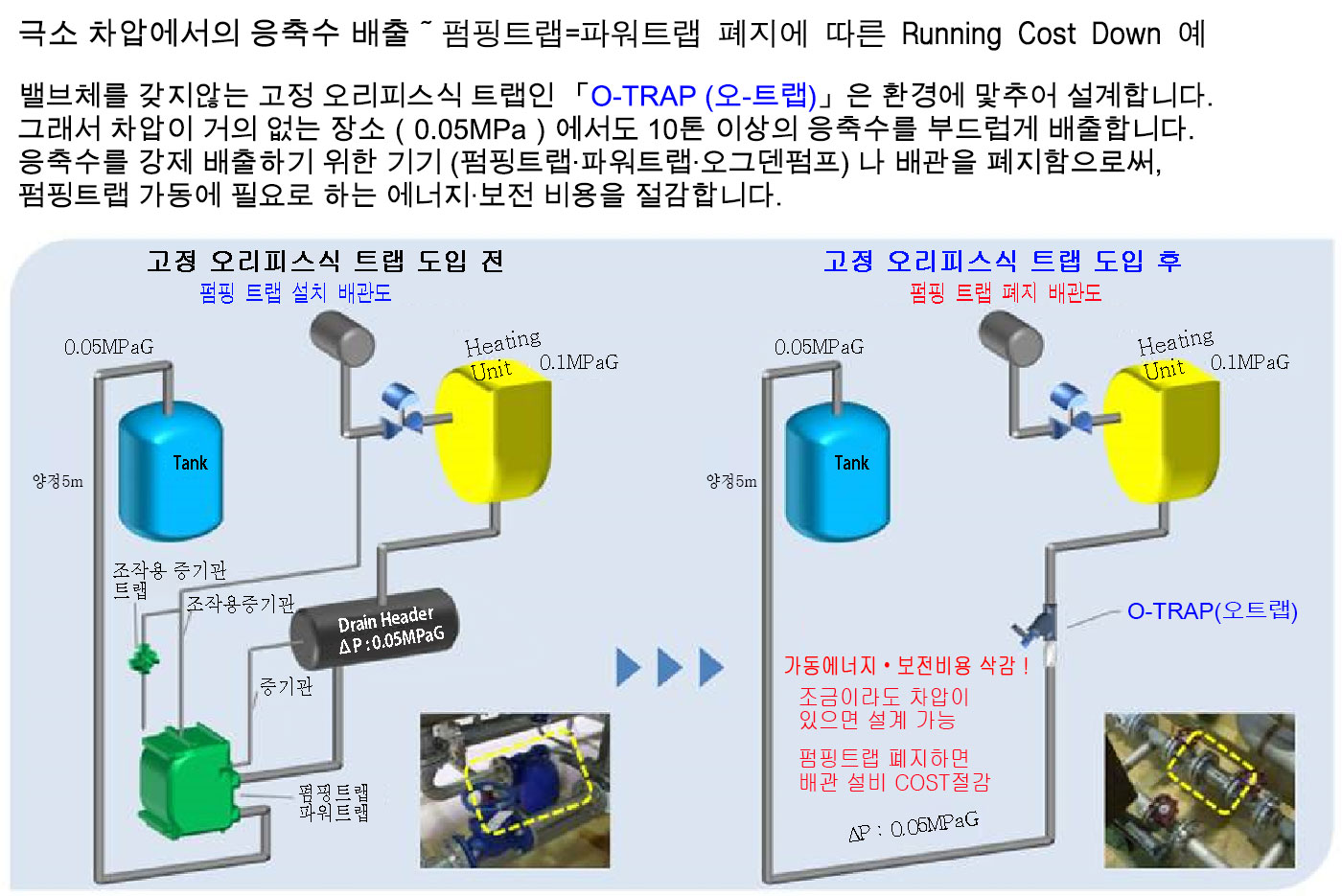
펌핑 트랩을 폐지하고, O-TRAP으로 교체 설치하여 에너지 절약 · 간소화의 제안
가동 밸브가 없는 고정 오리피스식 스팀트랩 "O-Trap" 은 차압이 거의 없는 위치 (0.05MPa 이하)에도 오리피스를 최대 배출량에 맞게 설계하여 10 톤/h 이상, 원활하게 배출 할 수 있습니다.
O-TRAP을 사용하면, 응축수를 강제 배출하기 위한 장치인 파워 트랩 과 관련 배관을 없애고, 펌핑 트랩 등 장비 운영에 필요한 에너지 보전 비용도 절감 할 수 있습니다.
증기압력과 응축수회수시스템의 구성에 따른 문제발생의 사례
석유화학 공장의 경우 증기 공급 및 응축수 회수 시스템은 주어진 틀에 의하여 설계하고 배관을 함으로써 문제가 크게 발생하는 경우가 많습니다.
석유화학 공장의 경우 열병합 발전을 제외하고 대부분 공정은 증기 압력이 20 bar를 넘는 고압증기(HPS), 7-20 bar의 중압증기(MPS) 및 3-5 bar의 저압증기(LPS), 0.5-1.5 bar의 저저압증기(LLPS)의 주관을 각각 전 공장에 설치하고 필요한 위치에서 배관을 연결하여 증기를 사용하고 있습니다. 또한 이들 증기의 응축수는 각각 해당 압력별로 별도의 응축수 회수주관을 설치하고 스팀트랩에서 배출된 응축수를 압력별 회수주관에 연결합니다. 이 응축수는 다음 아래 단계의 증기를 발생하는 응축수 탱크로 회수된 후 이 탱크에서 재증발증기를 회수하고 있습니다.
즉, 고압증기(HPS)의 응축수(HPC)를 회수한 응축수 탱크에서는 중압증기(MPS)를 발생시켜 사용하고, 중압증기(MPS)의 응축수(MPC)를 회수한 응축수 탱크에서는 저압증기(LPS)를 발생시켜 이용합니다. 그리고 저압증기(LPS)의 응축수(LPC)는 대기압의 재증발 증기가 벤트되고 있는 대기 개방 탱크로 회수하는 경우가 대부분이고, 경우에 따라서는 저저압증기(LLPS) 발생탱크로 회수합니다.
예를 들어, 고압증기(HPS) 압력은 35 bar·g 이고, 중압증기(MPS)압력은 11 bar·g 이며 저압증기(LPS) 압력은 3.5 bar·g 인 공장이 있다고 가정하여 설명해 보겠습니다.
그러면, 고압응축수 (HPC)에서는 11 bar·g 의 MPS 증기를 발생시키고 중압응축수(MPC)에서는 3.5 bar·g의 LPS 증기를 발생시킵니다.
또한, 각각의 응축수회수주관은 지상에서 약 6 -7 m 정도의 높이에 설치되어 있어 지상에 설치된 모든 스팀트랩에는 항상 0.6-0.7bar·g의 배압이 기본으로 걸리고 있습니다.
증기압력을 선정할 때는 공정의 온도를 고려하여 적정한 온도차이가 있는 증기 압력을 정하게 됩니다. 그리고 응축수 회수관은 당연하게 압력군별로 다음 단계를 선정하게 됩니다.
응축수 회수관을 다음 단계로 회수하는 것은 단순하게 보면 증기 압력과 응축수 회수관의 압력 차이로 볼 때 충분한 압력차이가 있으므로 별 신경을 쓰지 않고 선정합니다. 그러나 실제로 증기 사용설비 즉, 열교환기 및 리보일러의 내부 증기공간에 걸리는 압력은 온도제어 밸브(CV) 1차측 증기압력이 아니라, 부하에 따라 온도제어밸브(CV)에 의해 변동하는 증기압력(온도제어밸브CV 2차측압력)이 됩니다. 이때 증기압력은 공정온도에 해당하는 포화증기 압력까지 떨어지거나, 응축수 배관에 걸리는 배압을 이겨낼 수 없을 정도로 떨어지므로, 열교환기 출구측 응축수 회수관내의 압력이 높게 되는 경우에는 응축수 배출정지조건이 발생하여 워터햄머가 발생합니다.

공정의 온도가 충분이 높은 경우에는 응축수 배출의 문제가 없지만 공정온도가 저압증기의 포화 온도와 비슷하거나 약간 높은 경우에 문제가 발생하게 됩니다.

사례 1. HP 증기의 응축수를 MP 증기 발생 드럼으로 회수하는 경우
1) 설계 조건 : MP 증기 압력이 11 bar g(188℃)이고 공정온도가 185℃ 인 경우에 MPS를 사용하지 못하고 압력이 30 bar g, 300℃ 과열증기인 HPS를 사용하도록 설계하였습니다. 기본 설계 기준에 따라 응축수는 MPS를 발생하는 HPC 응축수 탱크로 연결하였습니다.
2) 운전조건에 따른 조건변화 : 공정에 공급하는 증기의 압력과 온도는 30 bar, 300℃이지만 공정이 운전되면서 실제로 운전되는 증기 압력을 보게 되면 응축수 배출점에서의 증기의 압력은 11 bar g~12 bar g가 되는 경우도 많습니다. 그 이유는 리보일러 등의 전열면적이 충분하게 크게 선정되고 부하가 낮은 경우에는 리보일러 내부의 증기 압력은 거의 공정온도에 해당하는 포화압력까지 감소합니다. 이때는 배압이 증기 압력보다 높게 되므로 응축수 배출 정지 조건이 발생하고, 부하가 다시 증가하게 되면 정체된 응축수에 의한 증기의 급격한 응축으로 인한 워터햄머가 발생하게 됩니다.
3) 개선방안 : 이때는 공정온도가 충분하게 높으므로 응축수 회수배관을 MPS 발생 응축수 탱크로 보내지 말고 LPS를 발생하는 응축수 탱크로 회수하는 것이 필요합니다. 즉 무조건 HP 증기의 응축수를 다음 단계인 MPS 발생시스템으로 보내지 않고 공정 온도조건을 검토하여 그 다음 단계인 LPS 증기 발생시스템으로 회수하는 것을 검토합니다.
사례 2. 공정온도가 100 ~120℃인 경우
1) 설계조건 : 앞의 경우와 비슷한 사례가 공정온도가 100~120℃ 사이의 공정에서 많이 발생합니다. 열교환기의 설치면적을 줄이기 위하여 증기 온도가 140 ~ 150℃인 저압 증기(LPS) 대신에 온도가 175~190℃인 중압증기(MPS)를 기준으로 설계하게 됩니다.
2) 운전조건에 따른 조건변화 : 이때 최대부하조건에서는 문제가 발생하지 않습니다. 그러나 부하가 감소하여 온도제어밸브(CV)가 닫히면서 증기 압력이 감소하면서 온도가 120~130℃인 1~2 barg까지 압력이 떨어집니다. 이때 응축수 회수 배관이 LPS를 발생하도록 연결되어 있으므로 배압은 약 2~3.5 bar가 되며 결국 응축수 정체로 인한 워터햄머가 발생하게 됩니다.
3) 개선방안 :
(1) 따라서 이때는 증기 압력이 7~20 barg인 MPS이지만 응축수 회수를 LPS를 발생하는 MPC 탱크로 회수하지 말고 LPC 탱크로 회수하는 것이 필요합니다.
(2) 또는 증기 압력이 0.5~1.0 barg인 LLPS를 발생하도록 하고 LLPS의 응축수를 대기 개방 응축수 탱크로 회수합니다.
(3) 또는 응축수 펌핑트랩을 설치하여 압력이 높을 때는 증기 압력으로 응축수를 배출하고 압력이 낮을 때는 펌프로 응축수를 회수하는 방법도 가능합니다.
그러나 대기 개방 탱크로 비교적 높은 온도의 응축수를 회수하는 경우에는 응축수 탱크에서 벤트 증기의 양이 증가하므로 이 벤트 증기를 응축시켜 회수하기 위한 방안은 별도로 검토합니다.
사례 3. 공정 온도가 100℃ 미만인 경우
1) 설계조건 : 공정온도는 60 ~ 80℃로 100℃ 미만입니다. 주로 LPS 증기를 공급하고 응축수는 4~10m 의 높이에 설치된 응축수 회수 배관을 통해 대기 개방된 탱크로 회수합니다.
2) 운전조건에 따른 조건변화 : 가장 전형적인 응축수 배출 정지 조건에 해당하는 응축수 회수 방식으로 문제가 되는 부분은 공정 온도가 100 ℃ 미만인 것입니다.
이 경우 증기 공급압력을 10 barg인 MPS 증기를 공급하거나 2 barg ~ 3.5barg의 저압증기(LPS)를 공급하게 되는데, 주로 저압증기를 공급합니다. 열교환기의 부하가 떨어지면 전열면적이 상대적으로 커지는 효과가 있게 되는데, 공정온도가 100℃ 미만이므로 증기공간내부의 압력은 대기압 이하로 떨어지는 경우가 발생됩니다.
하지만 배압이 항상 0.6 ~ 0.7 bar g가 걸리고 있으므로 항상 응축수 배출 정지 문제가 발생하고, 그에 따라 워터햄머가 발생하므로 설비 보호를 위하여 많은 리보일러나 열교환기의 응축수를 회수하지 못하고 드레인하고 있습니다.
3) 개선방안 : 1차적인 방법으로 가능하면 리보일러를 2층 이상의 높이에 설치하고 스팀트랩도 응축수 회수 주관보다 높은 위치에 설치하여 응축수가 중력에 의해 응축수 회수관으로 유입되도록 하는 것입니다.
이때는 고정 오리피스식 스팀트랩을 설치하면 모두 해결 가능 할 것입니다.
그러나 기존 타입의 트랩만을 고집한다면, 가장 대표적인 해결방법이 응축수 회수를 위한 펌핑 트랩을 설치하는 것 밖에 방법이 없을 것 입니다.
상담 문의 ;
Tel : 070-7747-8290, 010-3368-0303
E-Mail : tjchung@naver.com
홈페이지: http://k.o-trap.cn
'스팀트랩(드레인배출기,O-Trap)' 카테고리의 다른 글
| 응축수 탱크에서 여름철에 비해, 겨울철 동절기에 “다량의 플래시 증기가 더 많이 발생" 또는 "응축수 탱크 내부 온도가 상승”하는 것(이유)은 ? (0) | 2022.01.15 |
|---|---|
| 보일러 증기난방 공조설비 시스템 및 증기공조 배관설비 시스템 구성 (0) | 2022.01.10 |
| 보일러 설치할 때의 유의 사항 (보일러 종류와 기본 공식) (0) | 2022.01.03 |
| 판형열교환기로부터 재증발 증기를 회수하여, 공장 청소·난방·온수 활용에 대하여 (0) | 2022.01.02 |
| 증기 배관 설비에서의 배관 구경 선정 계산 (0) | 2021.12.31 |